|
Metal
Properties
|
|||||
 |
|||||
Metal Properties and SAE Numbers of Metals:
This chapter contains basic information pertaining to properties and identification of metal and heat-treating procedures used for metals.
METAL CLASSIFICATION
All metals may be classified as ferrous or nonferrous. A ferrous metal has iron as its main element. A metal is still considered ferrous even if it contains less than 50 percent iron, as long as it contains more iron than any other one metal. A metal is nonferrous if it contains less iron than any other metal.
Ferrous
Ferrous metals include cast iron, steel, and the various steel alloys, The only difference between iron and steel is the carbon content. Cast iron contains more than 2-percent carbon, while steel contains less than 2 percent. An alloy is a substance composed of two or more elements. Therefore, all steels are an alloy of iron and carbon, but the term alloy steel normally refers to a steel that also contains one or more other elements. For example, if the main alloying element is tungsten, the steel is a tungsten steel or tungsten alloy. If there is no alloying material, it is a carbon steel.
Nonferrous
Nonferrous metals include a great many metals that are used mainly for metal plating or as alloying elements, such as tin, zinc, silver, and gold. However, this chapter will focus only on the metals used in the manufacture of parts, such as aluminum, magnesium, titanium, nickel, copper, and tin alloys.
PROPERTIES OF METALS
The internal reactions of a metal known as mechanical properties. The to external forces are mechanical properties are directly related to each other. A change in one property usually causes a change in one or more additional properties. For example, if the hardness of a metal is increased, the brittleness usually increases and the toughness usually decreases. Following is a brief explanation of the mechanical properties and how they relate to each other.
TENSILE STRENGTH
Tensile strength is the ability of a metal to resist being pulled apart by opposing forces acting in a straight line (Figure 2-1). It is expressed as the number of pounds of force required to pull apart a bar of the material 1 inch wide and 1 inch thick.
 2-1
2-1
SHEAR STRENGTH
Shear strength is the ability of a metal fractured by opposing forces not acting in to resist being a straight line (Figure 2-2). Shear strength can be controlled by varying the hardness of the metal.
 2-2
2-2
COMPRESSIVE STRENGTH
Compressive strength is the ability of a metal to withstand pressures acting on a given plane (Figure 2-3).
 2-3
2-3
ELASTICITY
Elasticity is the ability of metal to return to its original size and shape after being stretched or pulled out of shape (Figure 2-4).
 2-4
2-4
DUCTILITY
Ductility is the ability of a metal to be drawn or stretched permanently without rupture or fracture (Figure 2-5). Metals that lack ductility will crack or break before bending.
MALLEABILITY
Malleability is the ability of a metal to be hammered, rolled, or pressed into various shapes without rupture or fracture (Figure 2-6).
 2-5
2-5
 2-6
2-6
TOUGHNESS
Toughness is the ability of a metal to resist fracture plus the ability to resist failure after the damage has begun. A tough metal can withstand considerable stress, slowly or suddenly applied, and will deform before failure.
HARDNESS
Hardness is the ability of a metal to resist penetration and wear by another metal or material. It takes a combination of hardness and toughness to withstand heavy pounding. The hardness of a metal limits the ease with which it can be machined, since toughness decreases as hardness increases. The hardness of a metal can usually be controlled by heat treatment.
MACHINABILITY AND WELDABILITY
Machinability and weldability are the ease or difficulty with which a material can be machined or welded.
CORROSION RESISTANCE
Corrosion resistance is the resistance to eating or wearing away by air, moisture, or other agents.
HEAT AND ELECTRICAL CONDUCTIVITY
Heat and electrical conductivity is the ease with which a metal conducts or transfers heat or electricity.
BRITTLENESS
Brittleness is the tendency of a material to fracture or break with little or no deformation, bending, or twisting. Brittleness is usually not a desirable mechanical property. Normally, the harder the metal, the more brittle it is.
IDENTIFICATION OF METALS
Part of the metalworkers skill lies in the ability to identify various metal products brought to the shop. The metalworker must be able to identify the metal so the proper work methods can be applied. For Army equipment, drawings should be available. They must be examined in order to determine the metal to be used and its heat treatment (if required). If no drawing is available, knowledge of what the parts are going to do will serve as a guide to the type of metal to use.
TESTING OF METALS
Simple tests can be made in the shop to identify metals. Since the ability to judge metals can be developed only through personal experience, practice these tests with known metals until familiar with the reactions of each metal to each type of test.
Appearance Test
This test includes such things as the color and appearance of machined as well as unmachined surfaces.
Fracture Test
Some metals can be quickly identified by looking at the surface of the broken part or by studying the chips produced with a hammer and chisel.
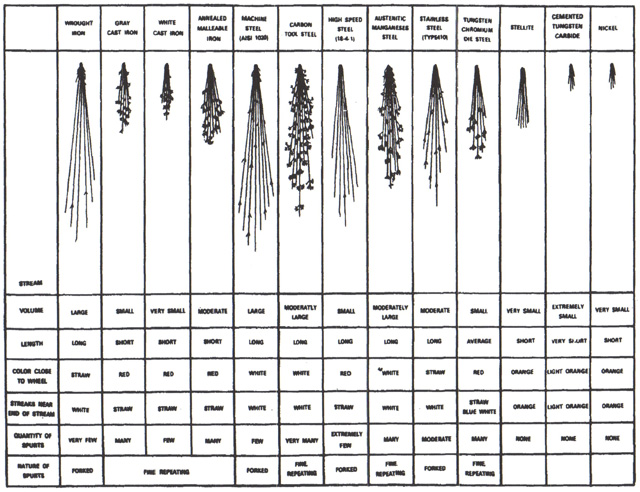
Spark Test
This is a simple identification test used to observe the color, spacing, and quantity of sparks produced by grinding. It is a fast and convenient method of sorting mixed steels with known spark characteristics. This test is best conducted by holding the steel stationary and touching a high-speed portable grinder to the steel with sufficient pressure to throw a spark stream about 12 inches long. The characteristics of sparks generated by a spark grinding test are shown in Figure 2-7. These spark patterns provide general information about the type of steel, cast iron, or alloy steel. In all cases, it is best to use standard samples of metal when comparing their sparks with that of the test sample.
2-7
File Test
One simple way to check for hardness in a piece of metal is to file a small portion of it. If it is soft enough to be machined with regular tooling, the file will cut it. If it is too hard to machine, the file will not cut it. This method will indicate whether the material being tested is softer or harder than the file, but it will not tell exactly how soft or hard it is. The file can also be used to determine the harder of two pieces of metal; the file will cut the softer metal faster and easier. The file method should only be used in situations when the exact hardness is not required. This test has the added advantage of needing very little in the way of time, equipment, and experience.
 2-8
2-8
THE ROCKWELL HARDNESS NUMBER IS DETERMINED BY THE DEPTH OF THE IMPRESSION WHILE THE BRINELL HARDNESS NUMBER IS DETERMINED BY THE AREA OF THE IMPRESSION
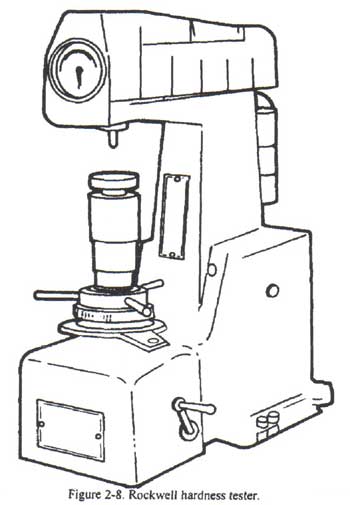
Rockwell Hardness Test
This test determines the hardness of metals by measuring the depth of impression which can be made by a hard test point under a known load. The softer the metal, the deeper the impression. Soft metals will be indicated by low hardness numbers. Harder metals permit less of an impression to be made, resulting in higher hardness numbers. Rockwell hardness testing is accomplished by using the Rockwell hardness testing machine (Figure 2-8).
Brinell Hardness Fest
Brinell hardness testing operates on almost the same principle as the Rockwell test. The difference between the two is that the Rockwell hardness number is determined by the depth of the impression while the Brinell hardness number is determined by the area of the impression. This test forces a hardened ball, 10 mm (0.3937 in) in diameter, into the surface of the metal being tested, under a load of 3,000 kilograms (approximately 6,600 lb). The area of this impression determines the Brinell hardness number of the metal being tested. Softer metals result in larger impressions but have lower hardness numbers.
NUMERICAL CODES
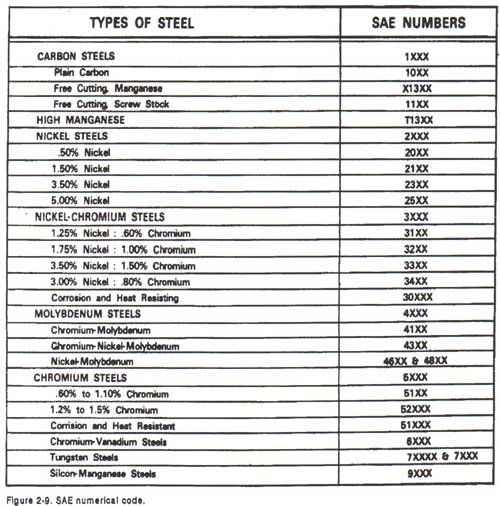
Perhaps the best known numerical code is the Society of Automotive Engineers (SAE) code. For the metals industry, this organization pioneered in developing a uniform code based on chemical analysis. SAE specification numbers are now used less widely than in the past; however, the SAE numerical code is the basic code for ferrous metals Figure 2- 9).
The SAE system is based on the use of four-or five digit numbers.
* The first number indicates the type of alloy used; for
example, 1 indicates a carbon steel.
* 2 indicates nickel steel.
* The second, and sometimes the third, number gives the amount of the
main alloy in whole percentage numbers.
* The last two, and sometimes three, numbers give the carbon content in
hundredths of 1 percent (0.01 percent).
The following examples will help to understand this system:
SAE 1045
1- Type of steel (carbon).
0- Percent of alloy (none).
45- Carbon content (0.45-percent carbon).
SAE 2330
2- Type of steel (nickel).
3- Percent of alloy (3-percent nickel).
30- Carbon content (0.30-percent carbon).
SAE 71650
7- Type of steel (tungsten).
16- Percent of alloy (16-percent tungsten).
50- Carbon content (0,50-percent carbon).
SAE 50100
5- Type of steel (chromium).
0- Percent of alloy (less than l-percent chromium).
100- Carbon content (1-percent carbon).
 2-9
2-9
AA Code
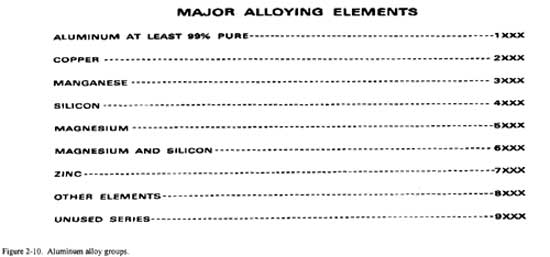
A system similar to the SAE classifications for steel and alloys has been developed by the Aluminum Association (AA) for wrought aluminum and aluminum alloys.
This identification system of aluminum, as shown in Figure 2-10, consists of a four-digit number which indicates the type of alloy. control over impurities, and the specific alloy. The first number indicates the type of alloy. For example, 2 is copper, 3 is manganese, 4 is silicone, and so forth. The second number indicates the control that has been used. The last two numbers usually indicate an assigned composition.
Thus, AA- 2024 means:
2 - Type of alloy (copper).
0 - Control of impurities.
24 - Exact composition (AA number 24).
 2-10
2-10
Aluminum alloys vary greatly in their hardness and physical condition. These differences are called temper, Letter symbols represent the different tempers, In addition to a letter, one or more numbers are sometimes used to indicate further differences. The temper designation is separated from the basic four-digit identification number by a dash; for example, 2024-T6. In this case there is an aluminum alloy, 2024, with a T6 temper (solution heat treated and then artificially aged). Figure 2-11 shows the numerals 2 through 10 that have been assigned in the AA system to indicate specific sequences of annealing, heat treating, cold working, or aging.
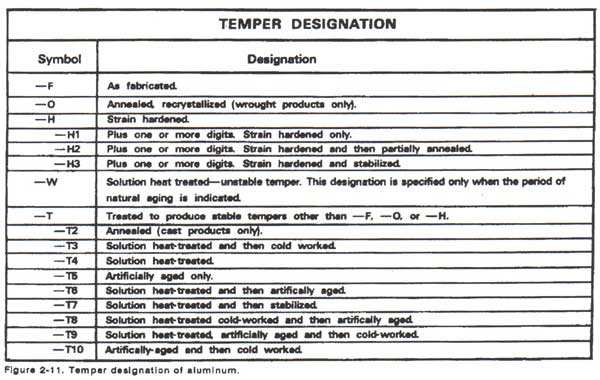 2-11
2-11
METHODS OF MARKING
Stenciling
A stencil and white or black paint, whichever shows up better on the metal being marked, should be used when the size of the metal piece permits. The federal or military specification numbers should be stenciled on the metal in vertically or hoizontally aligned rows. The distance between the vertical rows should not exceed 36 inches, and the distance between the horizontal rows should not exceed 10 inches.
Stamping
Stamping the specification number into the metal should be used when it is impossible to use the stencil method. It is usually necessary to cut or eliminate the marked portion of the metal prior to using the material for work stock. Therefore, the marking should be located where waste will be held to a minimum. Gothic style numerals and letters should be used; the height may be 1/16 inch, 1/8 inch, or 1/4 inch, depending upon the size of the material being marked.
FERROUS METALS
Ferrous metals are those that contain iron as the base metal. The properties of ferrous metals may be changed by adding various alloying elements. The chemical and mechanical properties need to be combined to produce a metal to serve a specific purpose. The basic ferrous metal form is pig iron. Pig iron is produced in a blast furnace that is charged with an iron ore, coke, and limestone. The four principal iron ores are hematite, limonite, magnetite and faconite.
CAST IRON
Cast iron is a metal that is widelv used. It is a hard, brittle . metal that has good wear resistance. Cast iron contains 2 to 4 percent carbon. White cast iron is very hard and is used mostly where abrasion and wear resistance is required. White cast iron may be made into malleable iron by heating it; then cooling it very slowly over a long period of time. Malleable iron is stronger and tougher than white cast iron; however, it is much more expensive to produce. Gray iron is another form of cast iron. It is used mostly for castings because of its ability to flow easily into complex shapes.
WROUGHT IRON
Wrought iron is an iron that has had most of its carbon removed. It is tough; however, it can be bent or twisted very easily. Wrought iron is used mostly in ornamental ironwork, such as fences and handrails, because it is welded or painted easily and it rusts very slowly.
STEEL
Steel is an alloy of iron and carbon or other alloying elements. When the alloying element is carbon, the steel is referred to as carbon steel. Carbon steels are classified by the percentage of carbon in points or hundredths of 1 percent they contain.
Low Carbon Steel - also known as - Mild Steel
(Carbon content up to 0.30 percent or 30 points).
This steel is soft and ductile and can be rolled, punched, sheared, and worked when either hot or cold. It is easily machined and can be readily welded by all methods. It does not harden to any great amount; however, it can be easily case- or surface-hardened.
Medium Carbon Steel
(Carbon content from 0.30 to 0.50 percent or 30 to 50 points).
This steel may be heat-treated after fabrication. It is used for general machining and forging of parts that require surface hardness and strength. It is made in bar form in the cold-rolled or the normalized and annealed condition. During welding, the weld zone will become hardened if cooled rapidly and must be stress-relieved after welding.
High Carbon Steel
(Carbon content from 0.50 to 1.05% or 50 to 105 points)
This steel is used in the manufacture of drills, taps, dies, springs, and other machine tools and hand tools that are heattreated after fabrication to develop the hard structure necessary to withstand high shear stress and wear. It is manufactured in bar, sheet, and wire forms, and in the annealed or normalized condition in order to be suitable for machining before heat treatment. This steel is difficult to weld because of the hardening effect of heat at the welding joint.
Tool Steel
(carbon content from 0.90 to 1.70 percent or 90 to 170 points)
This steel is used in the manufacture of chisels, shear blades, cutters, large taps, woodturning tools, blacksmiths tools, razors, and other similar parts where high hardness is required to maintain a sharp cutting edge. It is difficult to weld due to the high carbon content.
High-Speed Steel
High-speed steel is a self-hardening steel alloy that can withstand high temperatures without becoming soft. Highspeed steel is ideal for cutting tools because of its ability to take deeper cuts at higher speeds than tools made from carbon steel.
Tungsten Carbide
Tungsten carbide is the hardest man-made metal. It is almost as hard as a diamond. The metal is molded from tungsten and carbon powders under heat and pressure. Tools made from this metal can cut other metals many times faster than highspeed steel tools.
Alloy Steels
Steel is manufactured to meet a wide variety of specifications for hardness, toughness, machinability, and so forth. Manufacturers use various alloying elements to obtain these characteristics. When elements other than carbon, such as chromium, manganese, molybdenum, nickel, tungsten, and vanadium are used. The resulting metals are called alloy steels. Figure 2-12 shows some of the general characteristics obtained by the use of various alloying elements.
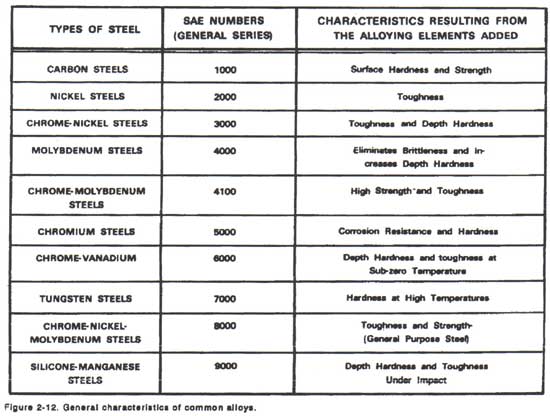 2-12
2-12
NONFERROUS METALS
There are many metals that do not have iron as their base metal. These metals, known as nonferrous metals, offer specific properties or combinations of properties that make them ideal for tasks where ferrous metals are not suitable. Nonferrous metals are often used with iron base metals in the finished product.
ALUMINUM
Aluminum and its alloys are produced and used in many shapes and forms. The common forms are castings, sheet, plate, bar, rod, channels, and forgings. Aluminum alloys have many desirable qualities. They are lighter than most other metals and do not rust or corrode under most conditions. Aluminum can be cast-forged, machined, and welded easily.
MAGNESIUM
Magnesium alloys are produced and used in many shapes and forms, for example, castings, bars, rods, tubing, sheets and plates, and forgings. Their inherent strength, light weight, and shock and vibration resistance are factors which make their use advantageous. The weight for an equal volume of magnesium is approximately two-thirds of that for aluminum and one-fifth of that for steel. Magnesium has excellent machining qualities; however, care must be taken when machining because the chips are highly flammable. Magnesium fires bum so hot that they cannot be extinguished by conventional fire extinguishers.
COPPER
Copper is a reddish metal, very ductile and malleable, and has high electrical and heat conductivity. Copper can be forged, cast, and cold worked. It also can be welded, but its machinability is only fair. The principal use of commercially pure copper is in the electrical industry where it is made into wire or other such conductors. It is also used in the manufacture of nonferrous alloys such as brass, bronze, and monel metal. Typical copper products are sheet roofing, cartridge cases, bushings, wire, bearings, and statues.
BRASS AND BRONZE
Brass, an alloy of copper and zinc (60 to 68 percent copper and 32 to 40 percent zinc), has a low melting point and high heat conductivity. There are several types of brass such as naval, red, admiralty, yellow, and commercial. All differ in copper and zinc content. All may be alloyed with other elements such as lead, tin, manganese, or iron, and all have good machinability and can be welded. Bronze is an alloy of copper and tin and may contain lead, zinc, nickel, manganese, or phosphorous. It has high strength, is rust or corrosion resistant, has good machinability, and can be welded.
LEAD
Lead is used mainly in the manufacture of electrical equipment such as lead-coated power and telephone cables and storage batteries. Zinc alloys are used in the manufacture of lead weights, bearings, gaskets, seals, bullets, and shot. Many types of chemical compounds are produced from lead. Among these are lead carbonate (paint pigment) and tetraethyl lead (antiknock gasoline). Lead is also used for X-ray protection (radiation shields). Lead has more fields of application than any other metal. It can be cast, cold worked, welded, and machined. Lead has low strength with heavy weight.
TIN
The major use of tin is in coating steel. It is the best container for preserving perishable food. Tin, in the form of foil, is often used in wrapping food products. A second major use of tin is as an alloying element. Tin is alloyed with copper to produce bronze, with lead to produce solder, and with antimony and lead to form babbitt. Tin can be die cast, cold worked, machined, and soldered; however, it cannot be welded.
NICKEL
Nickel is used in making alloys of both ferrous and nonferrous metals. Chemical and food processing equipment (example: stainless steel), electrical resistance heating elements, ornamental trim, and parts that must withstand elevated temperatures are all produced from nickel containing metal. Alloyed with chromium, it is used to make stainless steel. Nickel alloys are readily welded by either gas or arc methods and can be machined, forged, cast, and easily formed.
COBALT-CHROMIUM-TUNGSTEN MOLYBDENUM WEAR-RESISTANT ALLOYS
These alloys feature a wear resistance which makes them ideal for metal-cutting operations. Their ability to retain hardness even at red-heat temperatures also makes them especially useful for cutting tools. Common cutting tools will lose their edge at high heat, whereas this alloy group is actually tougher at red heat than it is when cold; as a result, higher speeds and feeds may be used when machining with tools made with these alloys.
PRECIOUS METALS
These include silver, gold, platinum, palladium, iridium, osmium, rhodium, and ruthenium, and their alloys. These alloys are produced under technical and legal requirements. Gold alloys used for jewelry are described in karats. The karat is the content of gold expressed in twenty-fourths. An 18-karat gold alloy would contain 18/24 gold (75 percent by weight). Other than jewelry, there are many industrial uses for precious metals.
Click for our webpage about Heat Treating of Metals
Click for our Tensile Strengths of Aluminum and Stainless webpage
Click for our Metal Bending Tonnage Requirement Chart
Click for Bend Radius Chart for aluminum and stainless Steel
Click for the American Machine Tools Homepage
5862 Northwest Hwy
Chicago IL 60631 USA
Phone: 773-334-5000
Click to email us
American Machine Tools Co.
All rights reserved
Offers from American Machine Tools Corporation include include Terms and Conditions shown on our website.
Liability is strictly limited to those warranties of fitness for purpose and safety as provided by the manufacturer.
Products and Logos in this website are trademarks or registered trademarks of their respective companies or mark holders.